savic-net™FX 楼宇管理系统
株式会社 牧野铣床制作所 富士胜山工厂
牧野铣床制作所作为机床制造商起家,距今已有80多年的历史。该公司的加工中心的制造工厂在日本国内和海外均获得高度评价,为了确保产品的品质,需要对制造环境进行严格的温度管理。在2017年更新中央监视装置的时候,对富士胜山工厂内的空调设备进行统一管理。充分利用富士山麓全年气温较低这一地理优势,改进了对外部空气引入控制的操作,并在空调风扇上安装了变频器。以积累的运行数据为基础的改善/节能提案,除了减轻设备负责人的负荷之外,与原计划相比实现了170%的节能。空调的运行精度也从±1.5°C提高到了±1°C,同时实现了稳定的温度环境与节能。

楼宇领域 其他(市场/产业) 节约能源 能源管理 削减成本 运转改善 中央监视系统 楼宇能源管理
产品/服务
日本国内屈指可数的机床制造商理念是“品质至上”
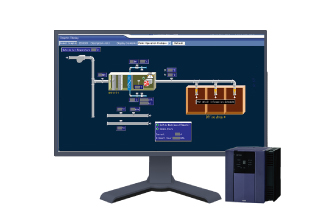
对富士胜山工厂内的空调设备进行统一管理的savic-net FX。从该画面还可确认/操作富士吉田工厂,鸣泽工厂的运行状况。
创立于1937年的株式会社牧野铣床制作所,以1958年开发出日本第一台数控铣床而闻名,是日本国内屈指可数的机床制造商。无论是所有的产品与服务,还是在组织和员工应有的状态方面,都追求“品质至上”的企业理念。
该公司在日本国内的工厂分别位于神奈川县厚木市,山梨县富士河口湖町,富士吉田市和鸣泽村,制造可连续进行各种金属加工的被称为加工中心的机床。该公司的加工中心用于汽车和飞机零部件等大型且高精度金属加工中,受到国内外企业的高度评价。目前,在欧美、亚洲也正在发展附属公司,在推进全球化发展的同时,还将重点放在ESG※1 经营、SDGs※2等面向可持续发展社会的活动上。
富士胜山工厂位于自然资源丰富的靠近河口湖的富士山麓,于1987年开始投产,拥有1~6期的厂房。从搭建第1期厂房开始,就采用了阿自倍尔株式会社(当时的山武霍尼韦尔株式会社)生产的测量控制设备,阿自倍尔多年来一直负责维护。当时,最小限度的关键监视管理点由其他公司的中央监视设备进行管理。
以2007年在第5期厂房引进作为中央监视装置的阿自倍尔楼宇管理系统savic-net™ FX为契机,由其他公司的中央监视装置管理的第1期和第2期厂房也更新为阿自倍尔的系统。到2018年为止,为了能通过中央监视装置管理所有空调设备的状态和温湿度测量,对监视管理点进行汇总,实现了富士胜山工厂内的空调设备的统一管理。
渡边先生说:“在旧系统中,更改空调的温度设定是通过前往安装设备的现场来完成的。通过中央监视装置统一管理机器的运行状况和现场环境,实现中央操控,由此提高了工厂内温度管理的精度,也减少了负责人的工时。”
羽田先生说:“大型机床生产中不可或缺的还是精度。以铁为例,温度升高1℃就会导致每米12微米的尺寸变化。因为温度的变化会影响材料的尺寸,所以工厂内的温度会左右产品的品质。”
由于工厂内在生产过程中会产生很多热量,因此旨在通过持续监视室温并保持一定的温度,以确保工厂内更好的环境和产品质量。
通过将运用改善与节能措施相结合,实现计划达标率170%的节能效果
以能够进行统一管理的工厂内的空调设备运用数据为基础,阿自倍尔在2018年提出了在空调器风扇上安装变频器,改进对外部空气引入控制的操作等节能方案。
由于地处富士山山麓,一年四季凉爽,冬天有积雪,气温常处于零度以下,所以该工厂将户外空气作为冷气资源积极地加以利用。另一方面,如果单纯引入外部空气,当温度下降到零度以下时,空调机线圈就会冻结。为了防止空调故障,安全电路开始启动,导致空调停止的现象时有发生。
宇田川先生说:“由于空调停机会导致工厂内的温度升高,因此发生这种情况时,多年来一直采取了人工应对措施。在讨论这样的操作方面的课题后,阿自倍尔非常细致地研究了应对措施。”
从累积的运行数据中分析出防止空调因冻结而停止运行的阈值,并对进气风门的开合度进行了微调。另外,我们了解到即使不经常以最大风量持续吹,也可以保持工厂内的温度,因此通过在空调机风扇上安装变频器,实现了电量的大幅削减。
渡边先生说:“一旦变成冻结状态,将对工厂的运转状况产生很大影响。本来运用方面的改善是以对外部空气引入控制的调整为目的,结果与变频器控制相结合,没想到实现了超出预想的节能效果。”
经过一年的运用改善,与去年相比,节电量达到了1,403,471kWh,实现了170%的节能效果,远超引进前阿自倍尔提出的节能目标值。
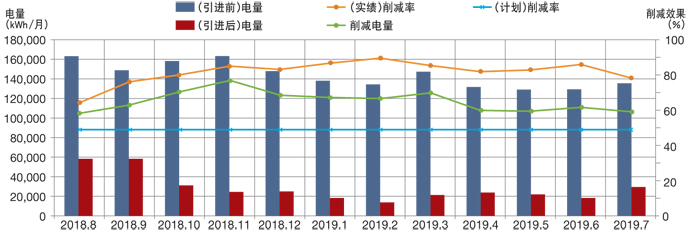
导入变频器的对象工厂的电量比较(使用后1年内)
通过能源管理和设备管理成为推进节能的长期合作伙伴
取得显著成果的主要原因在于机器运行数据的长期积累,并对其进行监视,分析,并根据分析结果进行适当的调整的运用改善。阿自倍尔的工作人员从每天积累的数据中分析设备特性及控制趋势。在与牧野铣床制作所的设备负责人进行商谈的过程中制定了改善对策,每月例行访问时,在提交报告书的同时提出了建议。
宇田川先生说:“我们对阿自倍尔的售后服务非常满意。通过电话进行问题咨询时,阿自倍尔会在下次访问时提出相应的对策。第1期和第2期的厂房空调运行精度从±1.5℃提高到了现在的±1℃。”
作为牧野铣床制作所据点的厚木工厂、富士吉田工厂和鸣泽工厂也通过网络连接着系统。
渡边先生说:“富士吉田工厂和鸣泽工厂不仅可以从富士胜山工厂确认运行状况,还可以对监视管理点进行操作。发生警报时也可在富士胜山工厂内对事故进行初步对应。”
该公司以此次的成果为基础,正在研究将设备统一管理和节能措施推广到其他据点。
羽田先生说:“对精度要求高的工厂的温度进行严格管理的同时,又进一步实现了节能,这是一个显著的成果。因为有如此明显的效果,当然会计划横向拓展到其他的据点。我们的目标是公司整体实现能源管理和设备管理的效率化。期待阿自倍尔作为我们的运用改善合作伙伴提出更多的方案。”
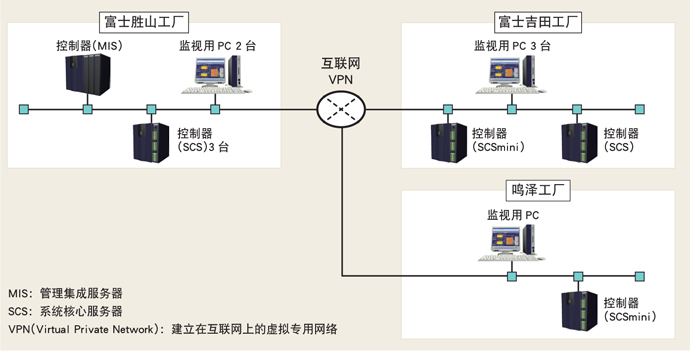
系统构成图
用语解释
*1 ESG
Environmental(环境),Social(社会),Governance(公司治理)的首字母。为了实现社会和企业的持续增长,需要从这三个观点进行考虑。
*2 SDGs (Sustainable Development Goals)
在2015年召开的联合国峰会上通过的从2016年到2030年的国际目标。其目的是实现“不落下任何一个人”的可持续发展的,具有多样性和包容性的社会,其中包括17个可持续发展目标和169个具体目标。
客户介绍

株式会社 牧野铣床制作所
富士胜山工厂
生产技术部
设备管理课
系长
羽田茂德 先生
富士胜山工厂
生产技术部
设备管理课
系长
羽田茂德 先生

株式会社 牧野铣床制作所
富士胜山工厂
生产技术部
设备管理课
胜山保全队
组长
渡边厚士 先生
富士胜山工厂
生产技术部
设备管理课
胜山保全队
组长
渡边厚士 先生
株式会社 牧野铣床制作所
富士胜山工厂
生产技术部
设备管理课
胜山保全队
宇田川裕介 先生
富士胜山工厂
生产技术部
设备管理课
胜山保全队
宇田川裕介 先生
株式会社 牧野铣床制作所 富士胜山工厂

- 地址: 山梨县南都留郡富士河口湖町胜山3560-1
- 竣工: 1987年11月
- 事业内容: 机床(加工中心、NC放电加工机、NC铣床、铣床、CAD/CAM等)的制造、销售、出口
该文章刊登在azbil集团的宣传杂志azbil(阿自倍尔)的 2022 No.2(2022年59月发行)中。





















