アイシン精機株式会社
地球にやさしい生産現場の実現に向け、新たな機械加工技術の適用を進める
世界屈指の総合自動車部品メーカーとして知られるアイシン精機。早くから地球環境保全にかかわる活動に注力してきた同社では、生産活動における省エネルギー実現の一環として、マシニングセンタへのフォグタイプ給油装置の実装をベースとしたセミドライ加工の技術開発に取り組みました。その結果、大幅な電力削減に加え、作業環境のクリーン化も実現しています。

工場・プラント分野 自動車 省エネルギー 噴霧潤滑装置
導入製品・サービス

生産活動の省エネ化に向け、セミドライ加工の技術開発に着手
1965年に自動車部品メーカーの愛知工業株式会社と新川工業株式会社の合併により誕生したアイシン精機株式会社。世界屈指の総合自動車部品メーカーである同社は、事業をグローバルに拡大する一方、自動車部品領域の枠組みを超えて、住生活関連分野やエネルギー関連分野にも事業を展開。より良いクルマ社会づくり・生活環境づくりに貢献しています。
同社は、早くから地球環境保全にかかわる活動に注力してきたことでも知られ、省エネ化によるCO2排出量削減や、廃棄物の低減に向けた生産技術の開発なども積極的に推進しています。その取組みの一環として着目したのが、マシニングセンタ※1を利用した切削加工において、切削時の潤滑・冷却・切粉排出を行うクーラント(水溶性切削油の希釈液)を循環させるためのポンプを動かす電力です。
「クーラントポンプの消費電力は、設備全体の実に約70%を占めていました。そこで、クーラントを使わないセミドライ加工※2の技術開発に着手し、機械加工にかかわる消費電力の削減を進めることにしました」(山本氏)
さらに切削油の利用を最小限に抑えられるセミドライ加工では、廃油や、現場に飛散するオイルミストを大幅に低減することが可能で、設備や作業環境をクリーンに保てるというメリットもありました。
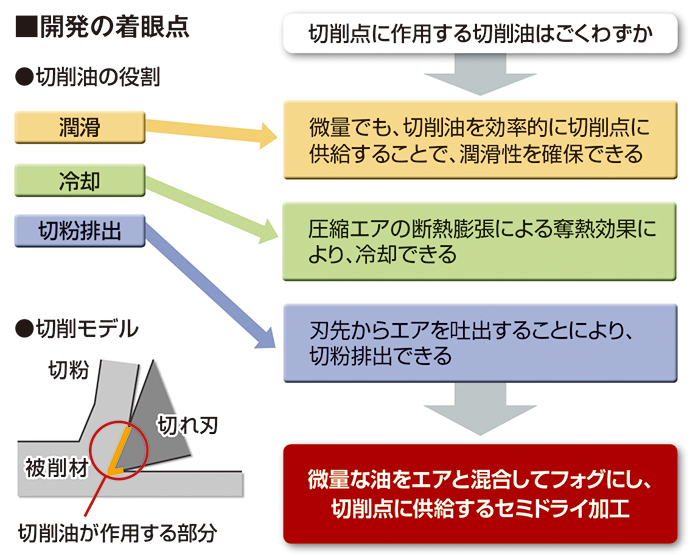
開発の着眼点
小径の工具を利用する際にも適正な切削油のフォグ生成が可能

マシニングセンタに実装されている セミドライCPL霧化装置。
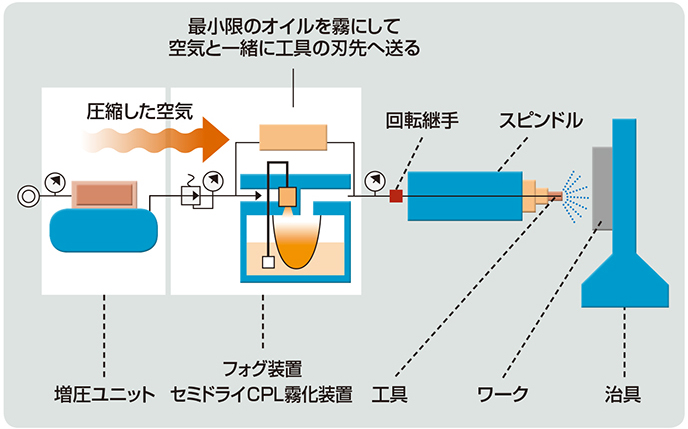
従来の方法では切削を行う際に刃物や金属にクーラントをかけて潤滑・冷却・切粉排出を行いますが、今回の開発の基本方針としては、切削油を加工装置の外側で霧状にして工具に供給するフォグタイプの給油装置をマシニングセンタに実装し、刃先に適正に送るための仕組みを独自に作り上げるというものでした。グローバルに展開した際の部品調達などを考慮し、マシニングセンタには一般に市販されている汎用機を利用しました。一方の給油装置は、アズビルTACO株式会社の セミドライCPL霧化(むか)装置が採用されました。
「給油装置の選定に当たっては、競合他社の製品も併せてベンチマークを実施しました。工具の径が小さくても、切削油のフォグ(霧)の生成が適正に行えるかどうかという観点で検証を行いました。その結果、最も優れていたのがアズビルTACOの製品でした。さらに検証を通して、アズビルTACOが我々の目指す仕組みを具現化するための開発力、技術力を備えていることを実感できたのも重要な決め手となりました」(山本氏)
アイシン精機がセミドライ加工にかかわる技術開発に向けた検討を開始したのが1998年、アズビルTACOをパートナーに迎えたのが翌1999年のことです。以後、両社の協力の下、開発が進められました。セミドライ加工の最初のターゲットには、ドリルやタップ、ボーリング、リーマといった多様な加工を含むアルミ製エンジン部品が選ばれました。あらかじめ様々な加工に対応しておくことで、その後の水平展開をスムーズにしようというのがアイシン精機の考えでした。併せて加工の能率を、従来より高いレベルに上げていくことも重要な目標に据えました。2001年には目標を達成できるセミドライ加工システムが完成。実際の工程に適用しながら、検証を行いました。
「従来型の湿式加工に比べて刃具(はぐ)寿命が短くなる懸念があったため、刃具自体を強化する開発を並行して行いました。実環境での検証では、全く同じ切削条件で稼働する2台のうち1台にセミドライを適用し、もう1台は従来の湿式のままで操業しました。刃具の状態や製品の品質を半年ほどかけて見守ることにしたのです」(山本氏)
「製造工程での検証を開始した当初、現場にはまだセミドライ加工の仕組みについて懸念がありました。事実、最初のうちは刃先からちゃんとフォグが吐出されているかどうか、紙に付着させて確認するといったことも行っていたほどです。そして、半年にわたる検証の結果、全く問題がないことを確認することができました」(苫米地氏)
セミドライ加工システムの概要
想定どおりの消費電力削減効果と作業環境のクリーン化を実現
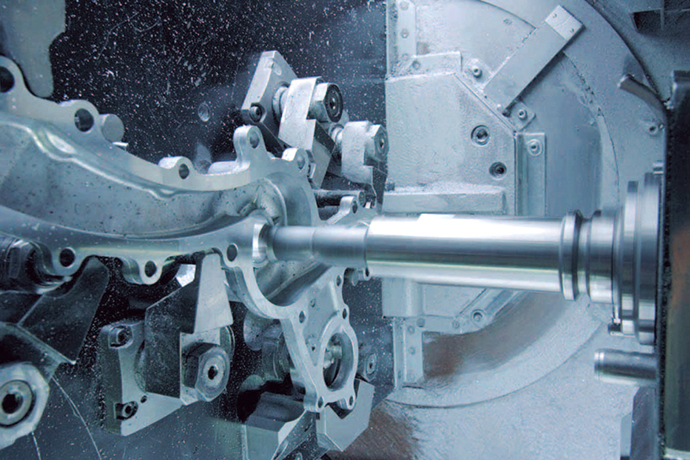
マシニングセンタ内でのセミドライ加工の様子。
その後、セミドライ加工のラインを順次拡大。現在では、当初とは異なるエンジン部品の工程も含めて、国内や米国の拠点を含む30の製造ラインへの導入が完了し、想定どおりの成果が得られているといいます。
「クーラントポンプの稼働が減ったため、消費電力はほぼ半減しました。セミドライ化によってオイルミストの飛散や、クーラントがタンクからオーバーフローするといった状態も改善され、作業環境を極めてクリーンに保てるようになりました。米国の現場でも、地球にやさしい生産現場が実現できたと非常に好評です」(吉岡氏)
今後もアイシン精機では、これまでの取組みの中で確立してきた仕様をベースに、より広範な生産現場へとセミドライ加工を展開していきます。
「将来的には、さらなる高速加工やワンツール複合加工など、より高能率な工程にも適用できるよう、セミドライ加工の技術を進化させていく必要があると考えています。とはいえ、セミドライ加工自体はまだ特殊な技術で、一般的とはいえません。日本でも海外でも、この技術が普遍的なものとして受け入れられるよう、今後もその啓発・普及に努めていきます。それにはアズビルTACOの協力が必要です」(山本氏)
用語解説
※1 マシニングセンタ
自動工具交換機能を持ち、目的に合わせてフライス加工・中ぐり加工・ねじ立てなどの異種の加工を1台で行える工作機械。主に切削加工を目的としており、工具マガジンには様々な切削工具を格納。コンピュータ制御によって工具を自動的に交換して加工を行うことができる。
※2 セミドライ加工
切削油やクーラントを利用する従来型のウエット(湿式)加工とそれを使用しないドライ加工の中間に位置し、切削油は使用するものの、ウエット加工のように多量の切削油、クーラントを使用しない加工方法。
お客さま紹介

ユニット生技部
ユニット計画第四グループ
グループマネージャー
山本 通浩 氏

ユニット生技部
ユニット計画第四グループ
機関系計画第2チーム
担当員
苫米地 貴彦 氏

ユニット生技部
機関生準グループ
EFM・電動ポンプ
生準チーム
担当員
吉岡 浩 氏
アイシン精機株式会社

アイシン精機株式会社
- 所在地/愛知県刈谷市朝日町2-1
- 設立/1965年8月31日
- 事業内容/自動車部品(ドライブトレイン、ボディ、ブレーキ&シャシー、エンジン、情報関連)、住生活・エネルギー関連製品(ミシン、ベッド、ガスヒートポンプ)、福祉関連製品の製造・販売
この記事はazbilグループのPR誌azbil(アズビル)の2015 Vol.1(2015年02月発行)に掲載されたものです。