花春酒造株式会社
老舗蔵元の酒造りを支えてきた監視制御システムを更新、コストを抑えてソフトウェア機能の継承を実現
「山田錦 大吟醸」など日本酒の製造・販売で知られる花春酒造。同社では25年以上にわたって酒造プロセスの監視・制御を行ってきたシステムの利用継続が困難な局面を迎えていました。そこで、旧システムのソフトウェア資産を最大限に活かせるハードウェアへの更新を実施。最小限のソフトウェア変更により新システムへ移行したことで、システム運用における新システムの導入成果と併せて担当者の心的不安も解消することができました。




監視制御システムを長期にわたり使用、保守期間終了により安定稼働が困難に
四方を山に囲まれた、自然の恵み豊かな福島県会津若松市で300年以上の歴史を誇る老舗蔵元、花春酒造株式会社。その歴史は、徳川幕府 八代将軍吉宗の時代、1718年(享保3年)に鶴ヶ城外堀の一角で、宮森久右衛門が城の井戸水と同じ水脈の地下水を用いて酒造業を興したことに始まります。以来、「会津のよさは酒の良さ」をキャッチフレーズに、会津の良質な米と清らかな水を用いて、「香りやさしく、口当たりやわらかく、きれいな味わい、のどごしの良さ」を追求した酒造りを続けてきました。同社を代表する「山田錦 大吟醸」をはじめ、伝統製法により生み出す日本酒は、国内外における数々のコンクールや全国新酒鑑評会で高い評価を受けています。
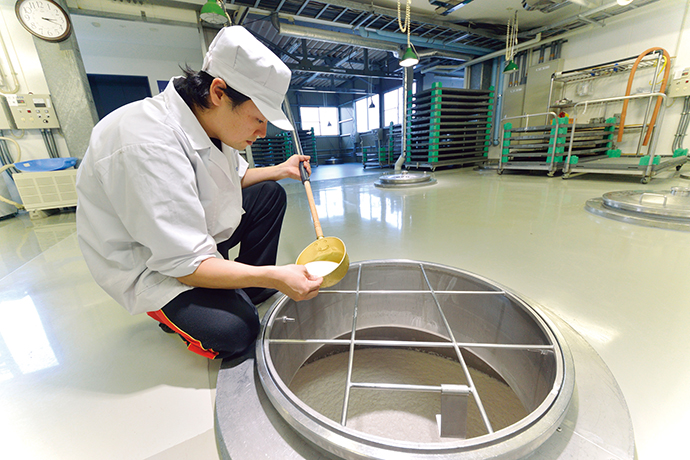
酒造りは、原料となる米を精米して蒸すことから始まります。その蒸米(むしまい)で米麹と酒母(しゅぼ)を造り、酒母に蒸米、麹、水を加えて醪(もろみ)を造る工程が仕込みです。
「当社は姫飯(ひめいい)造りという方法で仕込みを行っています。まず水を入れたタンクに生米を入れ、蒸気を入れて96℃程度まで温めることで粥状にし、それを15℃程度まで冷却した後、仕込みタンクにポンプで送ります。その作業を3段階行って醪を造り、酒になるまで3週間以上発酵させていきます」(柏木氏)
この一連の仕込みの工程の制御において、花春酒造では、1995年にアズビル株式会社(当時、山武ハネウエル株式会社)の監視制御システム Micro TDCS™3000を導入。各工程における温度管理、蒸気や水の投入といった様々な操作を自動化し、生産性の向上に役立ててきました。長く使い続けていく中で、システムの標準保守期間は終了しましたが、保守期間を延長する特別保守契約を締結して同システムの使用を継続してきました。しかし、稼働開始から25年以上が経過し、システムの老朽化によるトラブルが発生するようになっていました。
「何か問題が起こった際には、直ちにアズビルに連絡して対処してもらうかたちで運用を続けてきましたが、2021年春以降は延長してきた保守契約の対象の一部に保守終了となる機器があり、特別保守契約の継続も難しい状況に直面してきていることから、ハードウェアの更新を強く推奨されていました」(荒木氏)
そうした状況下で、監視制御システムに不具合が生じ、機器の修理も難しいとなった場合、酒造りが停止してしまい、花春酒造の事業継続に大きな影響が出てしまうことは明らかでした。
「酒造りは、生き物と同じです。始まった仕込みの作業が止まれば酒質は変わってしまいます。酒造りの工程はその日にやるべきことが明確に決まっており、品質を維持するためには、システムのトラブルが発生したから続きの作業は明日やる、というわけにはいきません。そのため、システムの更新を行うことは、当社にとってごく自然な選択でした」(柏木氏)

蒸気のコントロールを行うトップガイド形単座調節弁。
制御ソフトウェアの変更を最小限に、必要な機能を確実に継承
そこでアズビルから提案されたのが、高度情報統合生産システム Advanced-PS™5000(Progressive Evolution / Virtual Node (VN)版、以下、APS5000)への更新でした。
「APS5000では、旧システムのMicro TDCS3000で動作させていた制御ソフトウェアに最小限の手を入れるだけで必要な機能を継承できるということで、コストを抑え、短期で移行できる点が当社のニーズにかなっていました」(荒木氏)
同社は2022年6月にシステムの更新を決定。2022年7月から更新に向けた取組みを進めました。その後、2023年6月には新システムの稼働を開始。以来、安定稼働を続けています。システムの移行は、制御のコアとなるソフトウェアのロジックに手を加える必要がなかったこともあって滞りなく円滑に進みました。
「当社では、毎年10月から翌年4月までの期間で酒造りのプロセスを実施し、およそ36万リットルという量の日本酒を製造しています。今回のシステム更新によって潜在的に抱えていた機器の故障による製造停止の不安が解消され、安心して日々の酒造りに勤しめる環境が実現できたことが何よりも大きな成果だといえます」(柏木氏)
醪を発酵させる工程では、発酵が進み過ぎるとアルコール度数が高くなってしまうため、酒の味を左右する甘さ・辛さの具合やアルコール度数を毎日分析し、そこで出た値に応じて、仕込水を追加することや発酵の進み具合に適したタンク内の温度を決定しています。作業者が監視制御システムで温度設定を行い、タンク内の温度を調整しています。
「旧システムはパソコンが普及する以前の制御システムでしたが、新システムはパソコンと同じ操作性に加えて、旧システムで採用され使い慣れた制御システム専用のオペレーターキーボードも利用できるようになっています。監視画面についても旧システムの画面をそのまま踏襲し、これまで蓄積してきた操作のノウハウも確実に活かすことができます」(荒木氏)

仕込水の流量を計測する電磁流量計 MagneW™ FLEX+。

中央監視室に設置されたAPS5000。
技術継承を支える新たな提案にも大いに期待を寄せる
今後も花春酒造では、監視制御システムの運用を通じて、酒造りの安定性をさらに高め、求められる製品の品質をしっかりと担保していく方針です。
「旧システムのころから、アズビルの迅速なサポートには大いに助けられてきています。今後も変わることなく、スピード感のある手厚い対応を期待しています」(荒木氏)
「300年以上の歴史の中で育んできた酒造りのノウハウ、技術を次世代の人たちへと確実に継承していくことも、我々に課された重要なミッションです。そうした技術継承に役立つ仕組みや手法なども、アズビルにぜひ提案いただければと考えています」(柏木氏)
※TDCS、Advanced-PS、MagneWはアズビル株式会社の商標です。
お客さま紹介
取締役製造部長
兼 杜氏
兼 商品開発部長
柏木 純子 氏
製造部 第一製造課
課長
兼 水処理施設担当
課長
荒木 慎吾 氏
花春酒造株式会社

- 所在地/福島県会津若松市神指町大字中四合字小見前24-1
- 創業/1718年
- 事業内容/酒類製造業(日本酒、焼酎)
この記事は2024年12月に掲載されたものです。