Ube Industries, Ltd.
Ube Industries' Ube Chemical Factory manufactures nylon raw material (caprolactam), nylon resins, and fine chemicals. In Japan, explosions and fires have occurred at chemical plants in recent years due to inadequate transfer of technology, labor shortages, and aging of plant facilities; thus, social demand for safer plant operation is growing. At the Ube Chemical Factory, a system for monitoring fluctuations in critical processes was installed for the purpose of strengthening safety measures for chemical plants. With the installation of this system, the Ube Chemical Factory has gained the capability to detect early signs of abnormalities that could lead to accidents and established a system to enable the plant monitoring staff to conduct accident prevention activities in cooperation.

- Retirement of veteran operators has resulted in inadequate transfer of skills.
- Using prediction technology, the fluctuation monitoring system detects early signs of process abnormalities that can lead to accidents.
- Collaborative response capability improved by awareness-enhancing monitoring activity
Factories and Plants Chemicals Reliable Operation Operation Improvement Industrial Automation Control and Monitoring Systems and Software
Products/Services Provided

Retirement of veteran operators has resulted in inadequate transfer of skills.
Ube Industries was founded as a coal mining company in 1897. Since then, the company has launched into new businesses one after another based on the principle of "from finite mining to infinite industry," thereby responding to changes in the times. Today, Ube Industries conducts business centered on chemicals for a wide range of applications in the fields of pharmaceuticals, construction materials, machinery, metal forming, energy, and environment.
The Ube Chemical Factory in Ube City, Yamaguchi Prefecture, is Ube Industries' main factory. It manufactures nylon raw material (caprolactam), nylon resins, and fine chemicals. Various chemical plants operate on the vast 660,000 m² premises to produce a total of approximately 120 types of products.
Having set "safe plant operation" as one of the most important issues in early years, the Ube Chemical Factory promotes various activities to strengthen the safety measures on the production floor. It not only provides routine safety education and training, but also focuses on maintaining the facilities from the perspective of safety. In 2012, the Ube Chemical Factory was designated as an Accredited Safety Inspection Business Place*1 as defined by the Japanese gas safety law (High Pressure Gas Safety Act), and its voluntary safety inspection activities are highly evaluated.
"Since explosions and fires have occurred frequently in chemical plants in Japan in recent years, social demand for safer plant operation is rapidly growing. One of the main reasons for the occurrences of accidents even in plants where extensive safety management is conducted is that veteran employees of the baby boom generation retired and the skills of experienced operators were not adequately transferred to young employees. The Ube Chemical Factory is no exception. We have been faced with the same problem," says Mr. Kenji Hoshino.
Using prediction technology, the fluctuation monitoring system detects early signs of process abnormalities that can lead to accidents.
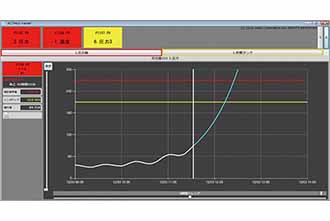
ACTMoS monitoring screen. The vertical white line indicates current data. The data shown on the left side of the white line are analog values previously obtained at registered points, while those on the right of the line indicate predicted values.
Under such circumstances, the Ube Chemical Factory initiated a project to upgrade the aged DCS*2 in the anone (nylon raw material) manufacturing plant. The existing TDCS3000 DCS was supplied by Azbil Corporation, so Azbil proposed the installation of the ACTMoS™, an Advanced Critical Trend monitoring System that automatically monitors and detects signs of abnormalities, together with the upgrade of the DCS.
"Ordinarily, if an abnormality occurs, the DCS generates an alarm and prompts the operator to take response actions. However, after response actions are taken and the problem seems to subside, the situation can suddenly start to worsen. In such cases, there is a possibility that the operator may overlook signs that indicate the worsening of conditions. Experienced operators are able to detect symptoms of recurrences of problems by grasping the process trend based on general equipment operating conditions and small changes in measurements. The ACTMoS is so revolutionary that it is capable of predicting future trends just like an experienced operator," says Mr. Hoshino.
The Ube Chemical Factory decided to install the ACTMoS in tandem with the replacement of the existing DCS with its successor, Advanced-PS™ APS5000 (hereinafter referred to as “APS5000”) plant automation system.
"We have the policy that when a DCS is upgraded, we should not only replace it with a new system, but also pursue the creation of new value. Since improving and expanding the safety measures for plant operation was our urgent issue, the enhanced safety assurance capability brought about by the ACTMoS was unquestionably an added value," says Mr. Shuuhei Tokumitsu.

Instrument panel room for monitoring the entire operation of the anone manufacturing plant. The large 65-inch monitor is installed above the APS5000 monitoring/control panel. The monitor displays the APS5000's monitoring screen during normal operation. When an alarm is generated, the display automatically changes to the ACTMoS's monitoring screen. All members present in the room can grasp the condition of the generated abnormality so that they can conduct response activities in cooperation.
Collaborative response capability improved by awareness-enhancing monitoring activity

General instrument panel room where the operation of two anone manufacturing plants is monitored and controlled.
After the installation of the APS5000 and ACTMoS was completed in January 2014, we made adjustments with due consideration given to the "rules of thumb" observed by the workers on the production floor, then began full-fledged operation of the new equipment in April 2014. Presently, the ACTMoS monitors the temperature and oxygen concentration levels at 10 locations in the oxidation reaction process since this process line in the anone manufacturing plant demands close attention. The large 65-inch monitor in the instrument panel room displays monitored data.
"Before the new system was installed, while the operator in charge was responding to an abnormality by operating the monitoring/control screens of the DCS, other operators could not clearly see the monitor screen. When an abnormality occurs, various operations have to be performed to correct the cause of the problem; therefore, it is difficult to respond to alarms generated one after another. If only one operator takes response actions, there is a possibility that the operator may be too busy to notice important error messages. The ACTMoS uses a notification method and a sound different from that of the DCS, and generates an alarm from separate devices. In addition, the large monitor allows all operators to share information and pay close attention to problem correction procedures," says Mr. Hirotada Sano.
The ACTMoS enables all members in the instrument panel room to grasp abnormal conditions so that they can cooperate in problem-solving activities, thus strengthening the collaborative response capability. The factory no longer has to rely on one operator to take all necessary response actions. This reduces the emotional toll on each operator in charge and brings a greater sense of safety to the production floor. The easy use of the ACTMoS in normal plant operation is also praised highly.
"We will add more monitoring points as needed in the future. At present, we request Azbil to set required parameters in the ACTMoS, but we would like to perform that ourselves in the future," says Mr. Takashi Katsuki.
Thanks to the newly installed ACTMoS, the Ube Chemical Factory has strengthened its safety measures for production operation and obtained a value called "added safety" toward the complete elimination of serious accidents in production processes. "There are 78 plants on our factory premises, and each of them is installed with a DCS. We will definitely consider the ACTMoS when those DCSs need to be replaced in the future. Furthermore, we will actively promote the installation of ACTMoS in other manufacturing facilities of our company inside and outside Japan," says Mr. Tokumitsu.
"The ACTMoS's prediction function based on process monitoring ensures safe operation of production processes, and I believe it can also be applied to the control of product quality. We look forward to Azbil's proposals of various ideas and systems for bolstering our production activities," says Mr. Hoshino.
TDCS3000, ACTMoS, and Advanced-PS are trademarks of Azbil Corporation.
glossary
*1 Accredited Safety Inspection Business Place
An accredited business place of a business operator recognized by the Minister of Economy, Trade and Industry as being capable of conducting self-imposed final inspection and safety inspection specified in Articles 20 and 35 of the High Pressure Gas Safety Act. To be accredited, a business place must establish a safety management system and conduct continuous improvement activities and the applicable systems in use must provide excellent functions/performance.
*2 DCS Distributed Control System
A system that monitors and controls the manufacturing process or production facilities in plants and factories. To achieve even distribution of load, the DCS distributes the functions of each device over a network, resulting in safety and excellent maintainability.
Learn about the customer

Deputy Factory Manager

Instrument & Electrical Manager
Maintenance Section

Instrument Manager
Maintenance Section

Maintenance Section
Ube Industries, Ltd.

Ube Industries, Ltd. Ube Chemical Factory
- Location: 1978-10, O-Aza Kogushi, Ube, Yamaguchi, Japan
- Establishment: March 1942 (company founded in June 1897)
- Business outline: Manufacture and sales of products related to chemical materials, pharmaceuticals, construction materials, machinery, metal forming, energy, and environment
This case study was published in the 2015 Vol.2 issue of the azbil Group's corporate magazine, azbil.

























